Summary of Project
Two high-lipid waste streams from the wastewater management system are underutilized despite their potential for conversion into valuable fuels: (1) trap grease and (2) sewage scum. Prior research at Drexel University has demonstrated separation of lipids from trap grease and efficient conversion to biodiesel, and recent exploratory experiments with scum grease have shown similar potential for separation of usable lipids. Preliminary techno-economic analysis and life cycle assessment projects at Drexel University have shown both economic feasibility and low environmental impacts of grease-to-biodiesel processes; however, the results are highly sensitive to the composition of the waste grease and to the energy requirements of fractionation and purification process stages. Researchers from Drexel University, the Philadelphia Water Department, the USDA Eastern Regional Research Center, Russell Reid Waste Management, and Environmental Fuel Research, LLC have established a team with a variety of expertise necessary to evaluate the feasibility of grease-to-biodiesel processes. Three main objectives will be evaluated in this project:
- Longitudinal study of the variability in waste grease composition to determine statistical variation in the quantity and composition of waste greases.
- Demonstrate production of biodiesel from both trap grease and sewage scum and address challenges in efficient separation of lipids from waste grease and purification to fuel quality standards.
- Evaluate the environmental and cost tradeoffs using life cycle assessment and techno-economic analysis to determine the effect of grease composition variability and processing scenarios on environmental and economic impacts.
Background
Figure 1 shows a schematic of the proposed grease-to-biodiesel production process. Fats, Oils, and Greases (FOG) are separated from wastewater streams to prevent sewer overflows. At the source, food service establishments install grease interceptors to remove FOG as "trap grease" with an estimated 2 million metric tons collected each year [Tyson 2004]. FOG that passes through the sewer system is collected in primary wastewater treatment as primary sludge and "sewage scum" with an estimated 6.2 million metric tons of primary sludge generated in the USA each year [Kargbo 2010]. Much less is reported about available quantities of sewage scum. Lipids separated from trap grease and scum grease are referred to as "brown grease" or "black grease" and are not currently utilized effectively. Another food service industry waste, "yellow grease" (filtered and dewatered waste fryer oil), has received a lot of publicity for conversion to environmentally-friendly biodiesel; however the amount of biodiesel that could be produced from yellow grease in the USA (~55 million gallons) is much less than the potential for production of biodiesel from brown grease (>500 million gallons from trap grease is possible) [Tyson 2004]. By converting these waste feedstocks to biofuels aids in achieving "energy neutrality" of wastewater facilities through the co-generation of value added energy (biodiesel) products.
The first stage of waste grease-to-biodiesel processing involves extracting lipids from a complex and inhomogeneous feedstock. For example, heating and settling leads to the formation of four layers in trap grease as shown in Figure 2 from top to bottom: (1) brown grease lipids, (2) floating solids, (3) wastewater, and (4) sediments. Similarly scum grease can be separated into four layers as shown in Figure 3. The upper lipid layer - also called brown grease - can be converted to biodiesel but commercial success has been elusive for several start-up companies. Researchers in the biofuels research laboratory at Drexel have developed a more efficient bubble-column reactor for converting brown grease to biodiesel. A critical challenge to the extraction and conversion processes is the highly variable composition of waste greases that leads to variable yields of biodiesel and variable energy and chemical requirements.
Life Cycle Analysis of Grease to Biodiesel
Economic analyses of biodiesel production processes show that the profitability is highly sensitive to the feedstock cost used with raw materials accounting for 75-90% of the cost of manufacturing [Haas 2005]. Because feedstock is a major fraction of the manufacturing costs, processes that use low-value feedstocks (such as waste oils) are likely to show much greater economic profitability [Haas 2005, Tyson 2004]. Life cycle assessment (LCA) studies of biodiesel production from agricultural crops (soybean oil, rapeseed, palm) and have predicted 41-78% greenhouse gas emissions reductions relative to petroleum diesel [Hill 2006]. Dufour (2012) compares the life cycle environmental impacts of biodiesel produced from wastes with high free fatty acid content and showed that the greenhouse gas emissions of biodiesel produced from wastes are 10-35% lower than soybean biodiesel. Figure 4 displays preliminary LCA results from Drexel of the effect of lipid content on the process steam requirement and fossil energy ratio (FER) for trap grease biodiesel. The left axis of the plot depicts the amount of natural gas needed for steam production which is dominated by the energy of heating the raw grease to separate the lipids. The amount of natural gas consumed for steam production increases drastically below 10% lipid content. The Fossil Energy Ratio (FER, right axis of Figure 4) is a form of energy return on investment (Hall 2009) as a ratio of fuel energy output divided by the fossil energy used for biodiesel production. A higher FER value is desirable, and the FER for grease biodiesel is higher than soybean biodiesel and petroleum diesel if the lipid content is above about 15% and 2%, respectively. However, both the overall process steam requirements and FER are highly dependent upon the lipid content of the waste grease which is a focus of the longitudinal study in this project.
Longitudinal Study of Variability in Waste Grease Composition and Availability
The first phase of this project is to gather data on the statistical variations in the quantity and quality of both scum grease and trap grease that are available in the Philadelphia metropolitan region. A primary outcome of this longitudinal study is quantification of the potential amount of biodiesel that could be produced from these two grease sources. The project partners are the main source of waste greases to be used in this project: scum grease will come from several wastewater treatment plants operated by the Philadelphia Water Department and trap grease samples will come from vacuum trucks and transfer stations operated by Russell Reid Waste Management. Standardized experimental procedures are being developed to provide reliable quantification of (1) amount of extractable lipids that are suitable for biodiesel production, (2) characteristics of lipids that affect biodiesel conversion and purification, (3) quality of wastewater produced by the extraction process, and (4) quantity and composition of residual solids after extracting lipids and removing water. These parameters are critical for developing effective processing scenarios for waste grease-to-biodiesel processes, and these parameters will be used as inputs to update the impacts predicted by process and life cycle models.
To determine the amount of extractable lipids in waste greases, several techniques are used including: draining free water from grease samples, lowering the pH by adding acid, heating to melt lipid components, extraction with hexane, gentle agitation of samples, and centrifuging to accelerate layer separation. Some samples readily separate by heating and settling, but other samples have required more aggressive techniques. This presentation will provide a comparison of the techniques used and recommendations for routine testing of waste grease samples.
References
Dufour, J., & Iribarren, I., Life Cycle Assessment of Biodiesel Production from Free Fatty Acid-Rich Wastes, Renewable Energy 38, 155-162 (2012).
Haas, M.J., Improving the economics of biodiesel production through the use of low value lipids as feedstocks: vegetable oil soapstock, Fuel Processing Technology 86 1087-1096 (2005).
Hall, C.A.S, S. Balough, & D.J.R. Murphy, What is the minimum EROI that a Sustainable Society Must Have?, Energies, 2 25-47 (2009).
Hill, J., Nelson, E., Tilman, D., Polasky, S., & Tiffany, D., Environmental, Economic, and Energetic Costs and Benefits of Biodiesel and Ethanol Biofuels, Proc. Nat. Acad. Sci. 103 11206-11210 (2006).
Kargbo, D.M, Biodiesel Production from Municipal Sewage Sludges, Energy Fuels 24 2791-2794 (2010)
Tyson, K.S., J. Bozell, R. Wallace, E. Petersen, L. Moens, Biomass Oil Analysis: Research Needs and Recommendations, NREL Report TP-510-34796 (2004).
Figures
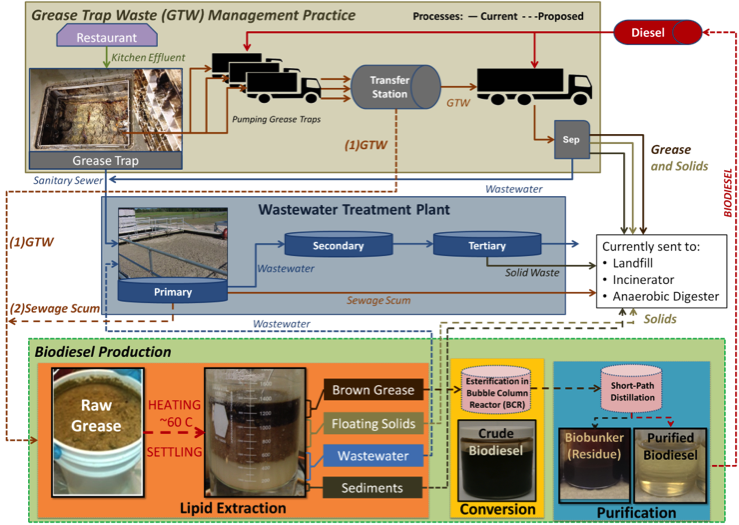
Figure 1: Schematic representation of current (solid lines) and proposed (dashed lines) processes for handling waste greases in the wastewater management system. Green box depicts the biodiesel production from 1) Grease Trap Waste and 2) Sewage Scum
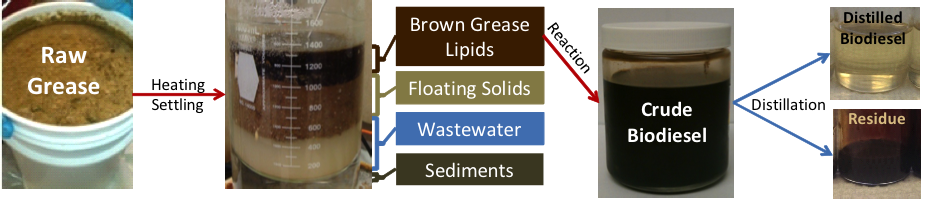 Figure 2: Images of stages of fractionation of raw grease trap waste by heating and settling, conversion of brown grease lipids to biodiesel in the Drexel Bubble Column Reactor, and purification by distillation.
Figure 2: Images of stages of fractionation of raw grease trap waste by heating and settling, conversion of brown grease lipids to biodiesel in the Drexel Bubble Column Reactor, and purification by distillation.
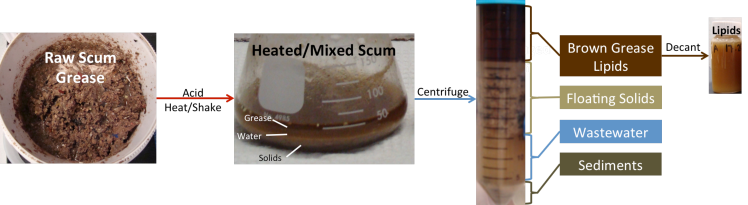 Figure3: Images of stages of separation of lipids from raw scum grease by acidification, heating and centrifuging, and decanting of brown grease lipids.
Figure3: Images of stages of separation of lipids from raw scum grease by acidification, heating and centrifuging, and decanting of brown grease lipids.
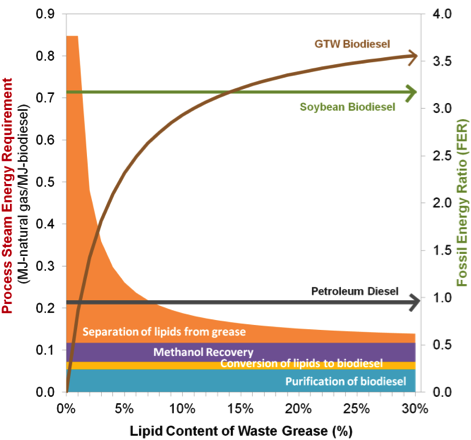 Figure 4: Preliminary Life Cycle Assessment results for grease-to-biodiesel process: process steam energy requirements by major process steps and Fossil Energy Ratio (FER)
Figure 4: Preliminary Life Cycle Assessment results for grease-to-biodiesel process: process steam energy requirements by major process steps and Fossil Energy Ratio (FER)
EPA NSDE 2014 Drexel Grease Biodiesel handout
REFERENCE:
'Esterification of Free Fatty Acids to Fatty Acid Alkyl Esters in a Bubble Column Reactor for Use as Biodiesel,' C.J. Stacy, C.A. Melick, M. Mohammed and R.A. Cairncross, Fuel Processing Technology (2014) 124, 70-77.
ARCHIVED INFORMATION:
Project Title: Substituting Fuel Consumed by Waste Management Trucks
with Biodiesel Derived from Waste Grease